Yesterday I was shooting my Calico M950.

This is a 9mm pistol with a 100 round helical magazine that feeds from the top.
I had a round that failed to go off when I pulled the trigger. I waited a minute to make sure it wasn’t a hang fire, cleared the round from the gun, set it aside, and finshed shooting the contents of the magazine.
I removed the magazine from the gun, made sure it was empty, locked to bolt back (it doesn’t lock automatically) and made sure the breech was empty.
So now I had this one bad round left. I could see the dimple on the primer from the firing pin, so it was struck. The round otherwise looked normal. I figured I might as well see if I can get it to fire (this was probably bad move #1).
I dropped the round into the breech, released the bolt, and without inserting the magazine (this was bad move #2), aimed, and fired.
There was an exceptionally bright flash from the top of the gun. My first though was…
You know, it’s probably not a good idea to fire this particular gun without the magazine inserted.
Then I felt something strike me in the face. My next thought was….
Yes, its definitely not a good idea to fire this gun without the magazine inserted.
At this point I’m thinking that the shell, instead of ejecting downward, ejected upward though where the magazine feeds and hit me in the face. This shouldn’t happen though. The ejector pin is part of the bolt assembly, and should function even without the magazine.
I set the gun down, and reach up to check my face for damage. My next though was…
Wow. Thats a awful lot of blood.
I don’t however, feel any major damage. So where is all the blood, now all over my shirt and all over the floor, coming from? Teeth! Check teeth!. Ah, good, all my teeth are intact. The inside of my upper lip does feel a little strange though. So, ok, shell ejects backwards, hits my upper lip, pushing it into my teeth, tearing the inside. Not fun, but I’ll live. I get a handkerchief from my dad (who was standing next to me), and use it to stop myself from bleeding all over everything. My dad doesn’t see anything on my face that makes him want to dial 911, and the bleeding quickly slows to something that isn’t scary. Ok. Time to pack up, head home, and get cleaned up.
I pick up the M900, and go to open the bolt to make sure the gun is empty before putting it away in the case. Hmmm. The bolt is jammed closed. And then I notice something metallic on the inside of my upper lip. I discover what seems to be a tiny piece of shell casing that has obviously gone through the front of my upper lip and out the back. And there is a large chip knocked out of the front of my glasses.
So the gun somehow sprayed shrapnel at me. I decide I better go to the ER and get an x-ray to make sure there aren’t any metal bits somewhere scary that I haven’t noticed. So we pack up the guns, hop in the car, and go.
On the way there I call my wife. “First, before I say anything else, I’m ok, so don’t worry. I’m going to be home a little late…….”
At the ER its determined that all the wounds are tiny and don’t require any bandaging or stitches, and that there is one metal fragment stuck in my right cheek and one just at the top of the left eye socket. Most of the blood came from the one small hole that went all the way through my upper lip.
I always wear glasses, so I don’t normally think about the need to wear safety glasses while shooting, but it should be noted here that had I not been wearing glasses, I would have lost my right eye.

So now I need to go see a plastic surgeon to decide if the fragments should be removed.
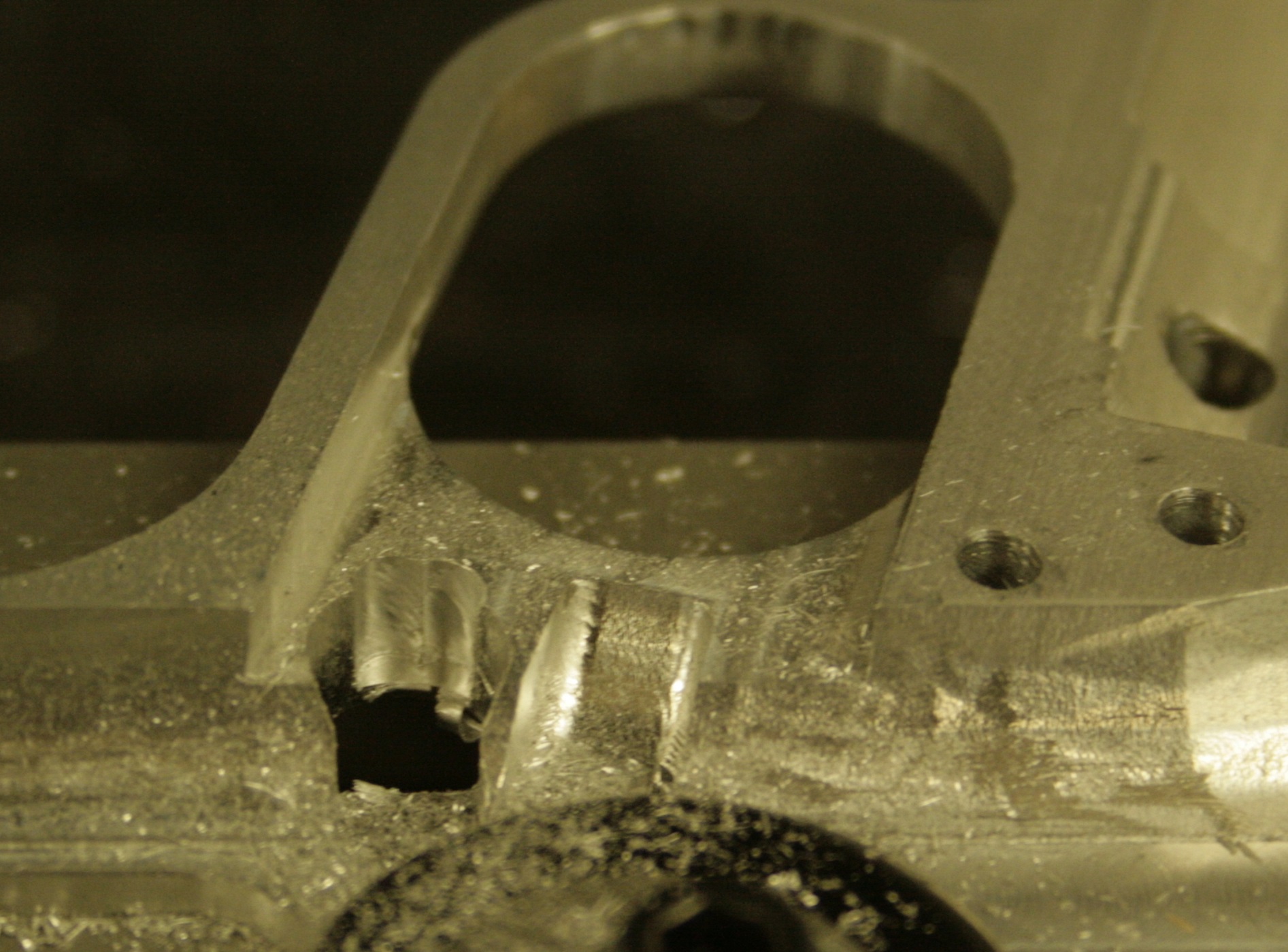
I got home that evening, and did an ‘autopsy’ on the gun. With the bolt removed you can see where the shrapnel came from.

The shell never ejected. Instead the primer and top of the shell blew out.

The bullet is lodged in the barrel, about an inch down from the breech. So it looks like the gun fired without the bolt all the way closed, and without the magazine inserted there was a fairly direct path from the exploding shell casing to my face.
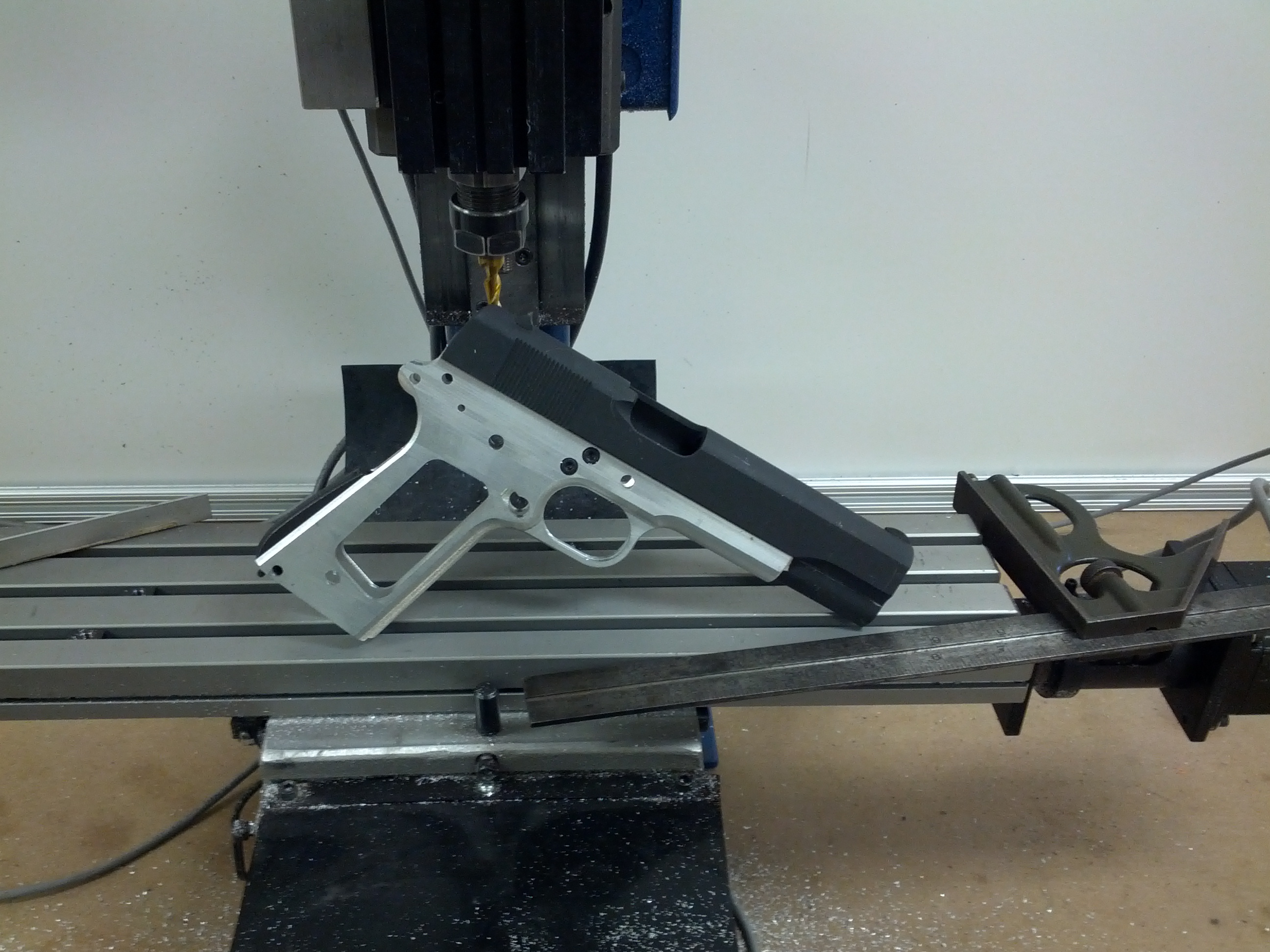
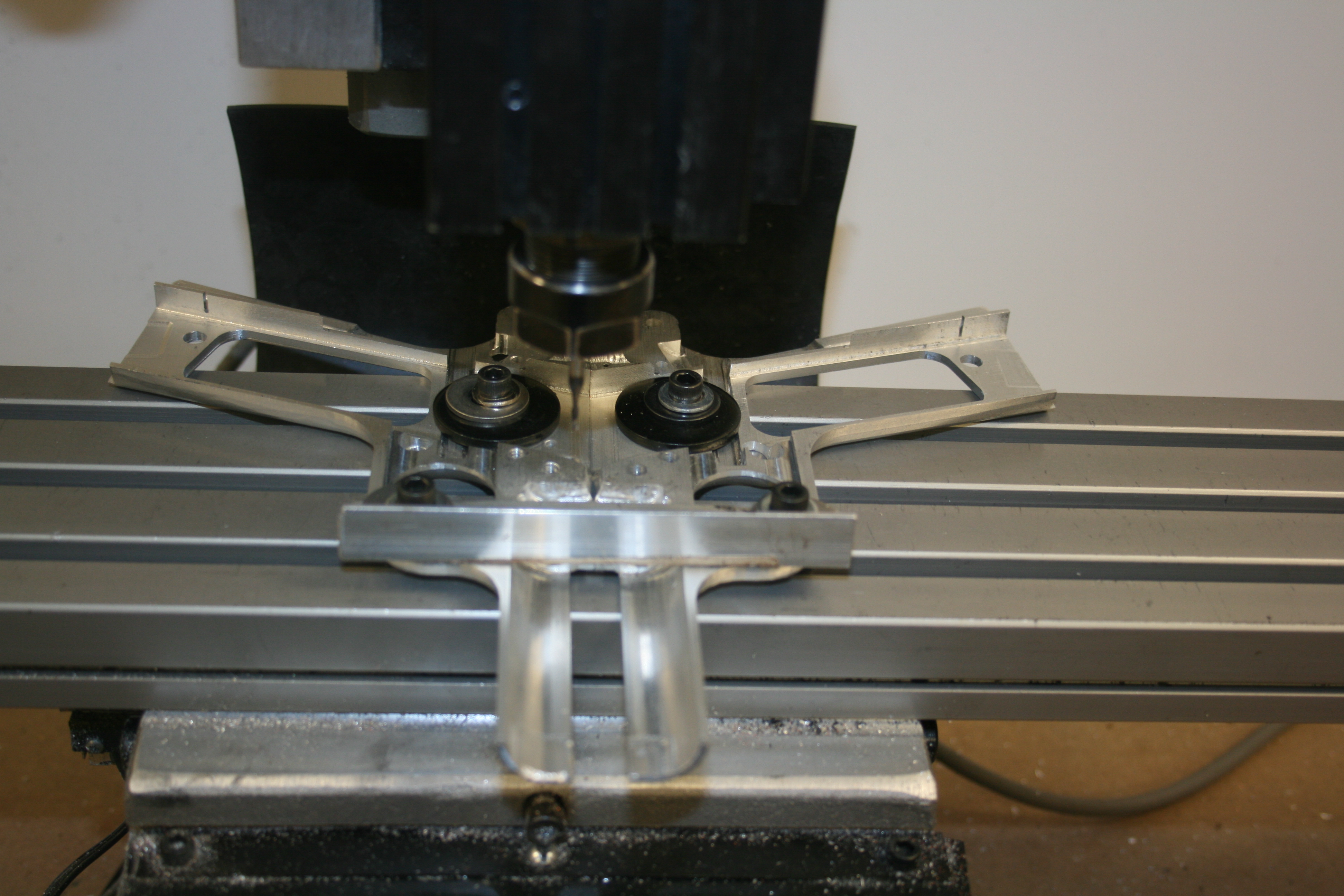
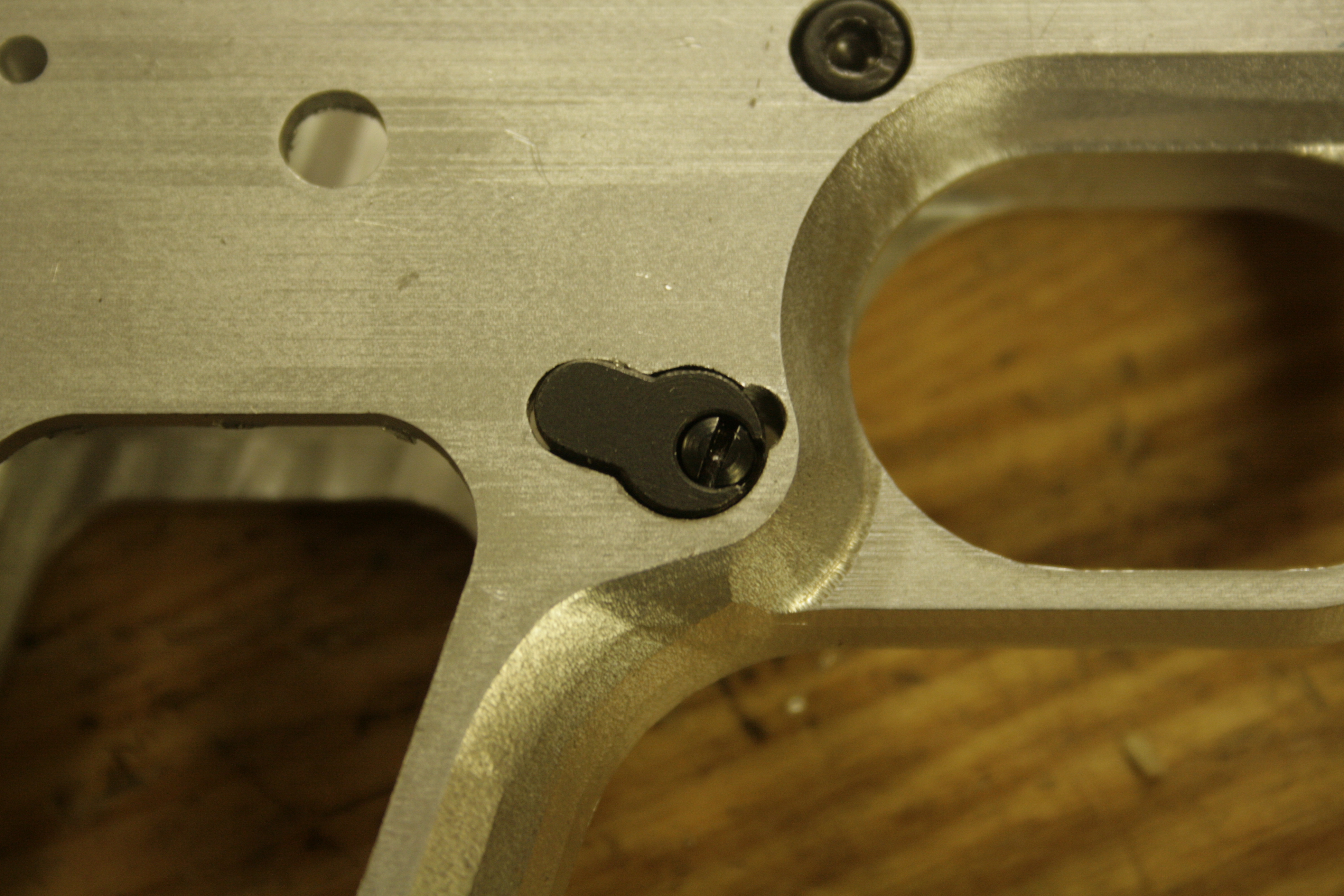
Whats strange is that bolt is designed so that this can’t happen. There are a set of rollers on the bolt. With the rollers retracted, the firing pin can’t reach the shell.

Only with the rollers extended will the firing pin hit the primer.

and there is only space for them to extend like that when the bolt is fully closed.

So at this point I’m not sure what went wrong or how to make the gun safe to fire again.